

技术文章
机器视觉的粗糙度检测方法有哪些?这个方案效果不错
日期:2018-01-05
来源:九游会J9
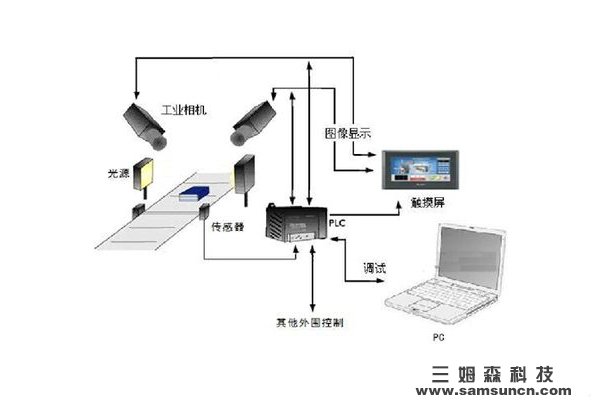
机器视觉是人工智能正在快速发展的一个分支。简单说来,机器视觉就是用机器代替人眼来做测量和判断。机器视觉系统是通过机器视觉产品(即图像摄取装置,分CMOS和CCD两种)将被摄取目标转换成图像信号,传送给专用的图像处理系统,得到被摄目标的形态信息,根据像素分布和亮度、颜色等信息,转变成数字化信号;图像系统对这些信号进行各种运算来抽取目标的特征,进而根据判别的结果来控制现场的设备动作。
基于机器视觉的粗糙度检测方案
在机械零件切削的过程中,刀具或砂轮遗留的刀痕,切屑分离时的塑性变形和机床振动等因素,会使零件的表面形成微小的峰谷。这些微小峰谷的高低程度和间距状况叫做表面粗糙度, 也称为微观不平度, 它是一种微观几何形状误差。 产品的工作性能、可靠性、寿命在很大程度上取决于主要零件的表面质量,因而粗糙度是重要的工业参数。
粗糙度仪从测量原理上主要分为两大类:接触式和非接触式,接触式粗糙度仪主要是主机和传感器的形式,非接触式粗糙度仪主要是光学原理,例如激光表面粗糙度仪。
应用领域
表面质量特征是零件重要的特征之一,由于表面粗糙度与机械零件的配合性质、耐磨性、疲劳强度、接触刚度、振动和噪声等有密切关系,因而粗糙仪有着广阔的应用领域。
目前粗糙度仪的应用领域有:
1. 机械加工制造业,主要是金属加工制造。粗糙度仪最初的产生就是为了检测机械加工零件表面粗糙度而生的。尤其是触针式粗糙度测量仪比较适用于质地比较坚硬的金属表面的检测。如:汽车零配件加工制造业、机械零部件加工制造业,等等。这些加工制造行业只要涉及到工件表面质量的,对于粗糙度仪的检测应用是必不可少的。
2. 非金属加工制造业,随着科技的进步与发展,越来越多的新型材料应用到加工工艺上,如陶瓷、塑料、聚乙烯,等等,现在有些轴承就是用特殊陶瓷材料加工制作的,还有泵阀等是利用聚乙烯材料加工制成的。这些材料质地坚硬,某些应用可以替代金属材料制作工件,在生产加工过程中也需要检测其表面粗糙度。
3. 随着粗糙度仪的技术和功能不断加强和完善,以及深入的推广和应用,越来越多的行业被发现会需求粗糙度的检测,除机械加工制造外,电力、通讯、电子,如交换机上联轴器、集成电路半导体等生产加工过程中也需粗糙度的评定,甚至人们生活中使用的文具、餐具、人的牙齿表面都要用到表面粗糙度的检验。
基础原理

非接触式粗糙度检测设备采用激光三角法原理对被测物体表面和激光器之间的距离变化进行测量。该方法提供了通过一台千兆网工业相机精确测量某一平面位移值的理论根据,从而将对工件表面高度变化值的测量转化为对相机成像面上光斑中心位置偏移值的测量。激光三角法属于无接触测量,测量时,由光源发出的一束激光照射在待测物体平面上,通过反射最后在检测器上成像。当物体表面的位置发生改变时,其所成的像在检测器上也发生相应的位移。通过像移和实际位移之间的关系式,真实的物体位移可以由对像移的检测和计算得到。
利用直射式三角法进行微位移测量在实际应用中必须满足以下的条件:
1. 必须保证激光束始终和被测量物体表面垂直;
2. 要使得被测量物体的运动方向和测量面垂直;
3. 要使得测量点尽量在参考零点附近并且始终要在测量范围之内。
利用激光三角法测量原理测量工件表面高度变化的精确度很高, 理论精度可以达到±0.01mm 以下。我国目前将激光三角法应用于粗糙度、平面度以及工件高度和三维形状的检测技术方面的研究工作还做的很少,相关的文献资料基本上也没有,无先例可以参考借鉴,而在其他的加工领域,激光三角法已有不少应用的先例,如激光切割高度跟随系统精度在 0.01mm,国产的锡膏测厚仪精度在 0.1µm,激光测厚仪精度在1µm。
系统构成
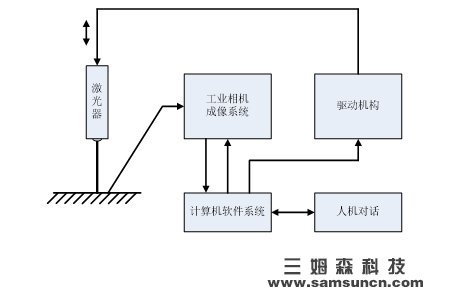
非接触式粗糙度检测设备主要由激光光源系统、工业相机成像系统、计算机软件系统和驱动机构组成,如图所示。计算机系统为核心控制系统,用于控制相机的图像拍摄和存储,同时负责响应操作员发送的外部命令;
激光光源将光照射在被切割工件表面上;相机系统负责摄取图像信息,并输入计算机,通过计算机计算得出工件表面高度;驱动机构接收到计算机的指令后,调节传送带的速度,满足不同调节测量。搭建该系统需要激光器、照明光源、滤光片、华用科技千兆网工业相机、工作台、驱动装置、PC机。激光三角测量法将对工件高度变化值的测量转化为对工业相机成像面上光斑中心位置偏移值的测量。测量的精度很大程度上和光斑在工业相机成像面上像点能量中心位置的测量准确度有关。光斑像点在工业相机上一般要占据几十个到上百个光敏单元,如果光斑本身越小,则像点也越小,光斑的能量中心也越突出, 则光斑的能量中心越容易检测。同理,光斑的光强越大,光斑的能量中心也越突出,则光斑的能量中心越容易检测。
方案优势
与传统的接触式粗糙度度检测设备相比,我们提供的激光非接触粗糙度检测设备具有独特的优势:
1. 接触式粗糙度仪测量时需要探针接触,测尖易磨损和损坏,同时也容易划伤工件表面。而激光非接触粗糙度仪避免了对被测物体造成划痕和磨损,尤其适用于各种柔软材料、易腐蚀材料和传统方式无法检测的表面形态测量和分析。
2. 接触式粗糙度仪需要工作过程中多次校准,而对于特定的测量环境,激光粗糙度测量仪只需一次性设置和校准,节约维护和再检定的时间和金钱成本。
3. 传统的粗糙度测量仪不能安装在生产线上进行在线连续动态测量。激光粗糙度测量仪测量速度是传统仪器的 10 到 100 倍,可以安装在产品上进行动态测量。
基于机器视觉的粗糙度检测方案
在机械零件切削的过程中,刀具或砂轮遗留的刀痕,切屑分离时的塑性变形和机床振动等因素,会使零件的表面形成微小的峰谷。这些微小峰谷的高低程度和间距状况叫做表面粗糙度, 也称为微观不平度, 它是一种微观几何形状误差。 产品的工作性能、可靠性、寿命在很大程度上取决于主要零件的表面质量,因而粗糙度是重要的工业参数。
粗糙度仪从测量原理上主要分为两大类:接触式和非接触式,接触式粗糙度仪主要是主机和传感器的形式,非接触式粗糙度仪主要是光学原理,例如激光表面粗糙度仪。
应用领域
表面质量特征是零件重要的特征之一,由于表面粗糙度与机械零件的配合性质、耐磨性、疲劳强度、接触刚度、振动和噪声等有密切关系,因而粗糙仪有着广阔的应用领域。
目前粗糙度仪的应用领域有:
1. 机械加工制造业,主要是金属加工制造。粗糙度仪最初的产生就是为了检测机械加工零件表面粗糙度而生的。尤其是触针式粗糙度测量仪比较适用于质地比较坚硬的金属表面的检测。如:汽车零配件加工制造业、机械零部件加工制造业,等等。这些加工制造行业只要涉及到工件表面质量的,对于粗糙度仪的检测应用是必不可少的。
2. 非金属加工制造业,随着科技的进步与发展,越来越多的新型材料应用到加工工艺上,如陶瓷、塑料、聚乙烯,等等,现在有些轴承就是用特殊陶瓷材料加工制作的,还有泵阀等是利用聚乙烯材料加工制成的。这些材料质地坚硬,某些应用可以替代金属材料制作工件,在生产加工过程中也需要检测其表面粗糙度。
3. 随着粗糙度仪的技术和功能不断加强和完善,以及深入的推广和应用,越来越多的行业被发现会需求粗糙度的检测,除机械加工制造外,电力、通讯、电子,如交换机上联轴器、集成电路半导体等生产加工过程中也需粗糙度的评定,甚至人们生活中使用的文具、餐具、人的牙齿表面都要用到表面粗糙度的检验。
基础原理
1. 必须保证激光束始终和被测量物体表面垂直;
2. 要使得被测量物体的运动方向和测量面垂直;
3. 要使得测量点尽量在参考零点附近并且始终要在测量范围之内。
利用激光三角法测量原理测量工件表面高度变化的精确度很高, 理论精度可以达到±0.01mm 以下。我国目前将激光三角法应用于粗糙度、平面度以及工件高度和三维形状的检测技术方面的研究工作还做的很少,相关的文献资料基本上也没有,无先例可以参考借鉴,而在其他的加工领域,激光三角法已有不少应用的先例,如激光切割高度跟随系统精度在 0.01mm,国产的锡膏测厚仪精度在 0.1µm,激光测厚仪精度在1µm。
系统构成
非接触式粗糙度检测设备主要由激光光源系统、工业相机成像系统、计算机软件系统和驱动机构组成,如图所示。计算机系统为核心控制系统,用于控制相机的图像拍摄和存储,同时负责响应操作员发送的外部命令;
激光光源将光照射在被切割工件表面上;相机系统负责摄取图像信息,并输入计算机,通过计算机计算得出工件表面高度;驱动机构接收到计算机的指令后,调节传送带的速度,满足不同调节测量。搭建该系统需要激光器、照明光源、滤光片、华用科技千兆网工业相机、工作台、驱动装置、PC机。激光三角测量法将对工件高度变化值的测量转化为对工业相机成像面上光斑中心位置偏移值的测量。测量的精度很大程度上和光斑在工业相机成像面上像点能量中心位置的测量准确度有关。光斑像点在工业相机上一般要占据几十个到上百个光敏单元,如果光斑本身越小,则像点也越小,光斑的能量中心也越突出, 则光斑的能量中心越容易检测。同理,光斑的光强越大,光斑的能量中心也越突出,则光斑的能量中心越容易检测。
方案优势
与传统的接触式粗糙度度检测设备相比,我们提供的激光非接触粗糙度检测设备具有独特的优势:
1. 接触式粗糙度仪测量时需要探针接触,测尖易磨损和损坏,同时也容易划伤工件表面。而激光非接触粗糙度仪避免了对被测物体造成划痕和磨损,尤其适用于各种柔软材料、易腐蚀材料和传统方式无法检测的表面形态测量和分析。
2. 接触式粗糙度仪需要工作过程中多次校准,而对于特定的测量环境,激光粗糙度测量仪只需一次性设置和校准,节约维护和再检定的时间和金钱成本。
3. 传统的粗糙度测量仪不能安装在生产线上进行在线连续动态测量。激光粗糙度测量仪测量速度是传统仪器的 10 到 100 倍,可以安装在产品上进行动态测量。
