

企业新闻
Company News
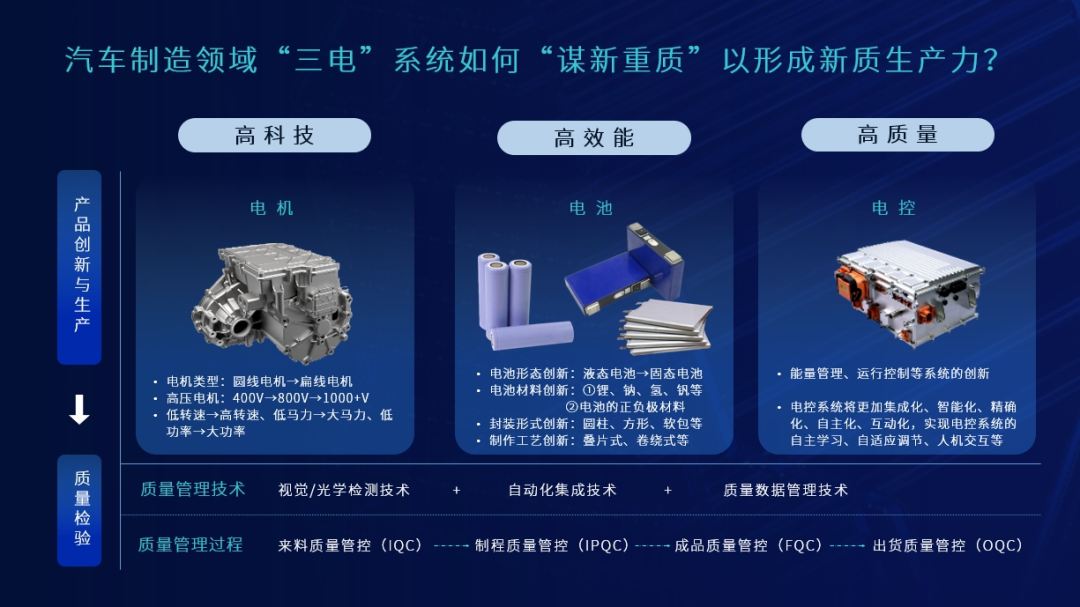
电车行业竞争白热化,智能光学检测技术助力三电品质突围

据公安部数据显示,2023年,中国电动汽车保有量已达2041万辆,全年市场占有率达到31.6%。预计2024年电车保有规模将近3000万辆,预计到2026年,电车市场占有率将超过50%。




此设备为工站式设备,可直接插入产线,对接上下端设备。
制程环节:
定子与转子上料段的尺寸检测。
工序难点:
关键部件,源头部件,品质直接影响所有工序,是不可修复的异常。
检测内容:
①键槽宽度、深度;
②定转子铁芯内外径、内外圆柱度、同轴度;
③垂直度、平面度、平行度、总高等尺寸检测。
检测方案:
CCD+光谱+线激光结合搭配方式进行综合检测。
优势特点:
①全尺寸覆盖60s即可快速全检,精度高;
②尺寸检测同时,兼容管控外观,不影响成本;
③可在线对接,可离线单机,类似产品实现快速通用切换;
④支持选配质控软件(含SPC分析),Mes对接,数据追溯等功能。
此设备为工站式设备,可直接插入产线,对接上下端设备。

制程环节:
定子发卡焊接工序。
工序难点:
焊点数量多,层数多,缺陷种类多,传统方式全检漏检率高。
检测内容:
①焊点长宽高,焊点间距,焊点熔深高度,焊珠过大、过小、不饱满,未融合;
②铜线间距,气孔错位,夹角,焊偏;
③氧化,漏焊,炸焊等焊接不良。
检测方案:
CCD相机+线激光, 2D、3D多维度成像, 多相片综合判断。
优势特点:
①高效通用,实现快切,90sCT控制;
②2D+3D综合判断,漏检低于0.1%,过杀低于2%;
③准确输出焊接不良位置坐标与数量,数据追溯,位置共享。
此设备为工站式设备,可直接插入产线,对接上下端设备。

制程环节:
定子下线尺寸终检工序。
工序难点:
关键尺寸多,人工检具实现难度大,传统CMM效率低,成本高。
检测内容:
①发卡/焊接端内外径,高度;
②绝缘纸伸出高度,破损,焊点间隙;
③焊接端铜排高度,间隙,位置度等。
检测方案:高精密直角光谱,内外径非接触式测量,结合CCD+线激光技术,一站式完成正/反/侧多面关键尺寸量测。
优势特点:
①重点尺寸全覆盖,90s CT控制;
②30Min产品切换,高通用型;
③支持选配质控软件(含SPC分析),Mes对接,数据追溯等功能。
此设备为工站式设备,可直接插入产线,对接上下端设备。

制程环节:
定子下线外观终检工序。
工序难点:
关键外观缺陷多,很多缺陷比较细微,人工检具实现难度大,传统CMM效率低。
检测内容:
①铁芯外观不良,绕组磕碰,划伤,漏铜;
②绝缘纸开裂,涂敷外观不良,汇流环铜排镀层不良,注塑件不良等;
③热缩管,接插件不良,追溯码缺陷检测等。
检测方案:
机械手+CCD方式,灵活覆盖产品全区域检测。
优势特点:
①全产品缺陷检测覆盖,机械手灵活走位检测;
②设备通用性高,类似产品实现快速通用切换;
③支持选配质控软件(含SPC分析),Mes对接,数据追溯等功能。
电控产品与工艺流程同样精密而繁复,主要分为前加工段、组装段、成品装配段。针对每一段工序,我们都合理地设置检测点,环环相扣以保障有问题的产品不流向下游。
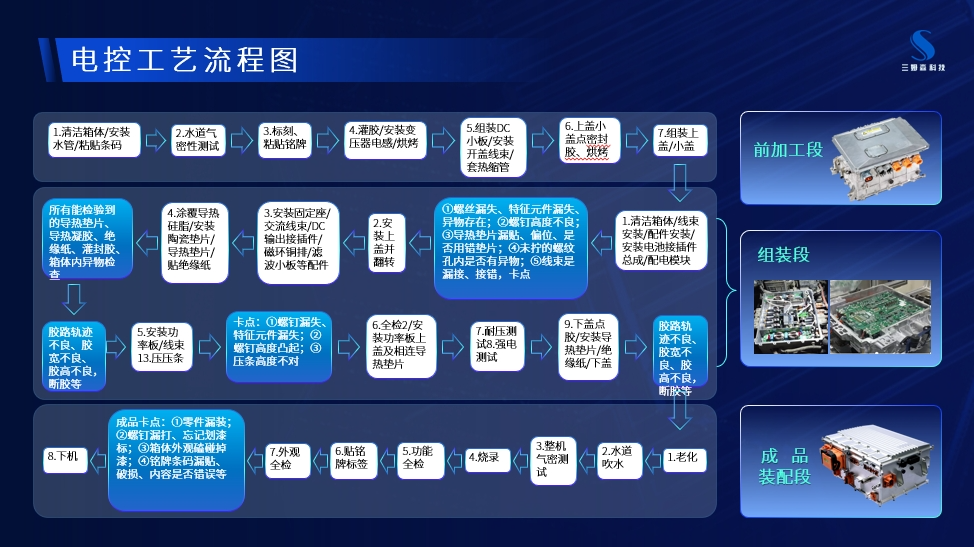
此设备为工站式设备,可直接插入产线,对接上下端设备。

制程环节:
安装线束、配电模块之后的壳体内观检测。
工序难点:
错漏异物识别较多,电控壳体较深,螺钉位置随机,人工检测效率低,漏检高。
检测内容:
①螺丝有无、特征元件有无、异物有无;
②螺钉高度检测;
③导热垫片漏贴、导热垫片偏位、错垫;
④线束漏错。
检测方案:
CCD+图像匹配算法+线激光扫描,立体式全方位扫描。
优势特点:
①功能覆盖所有错漏异物形态;
②零漏失,100%良品输出;
③数据溯源,MES对接。
此设备为工站式设备,可直接插入产线,对接上下端设备。
制程环节:
安装完功率板后,安装功率板上盖前。
工序难点:
辅料元器件多,特征复杂,漏错概率高,功能性风险大。
检测内容:
①螺钉有无、特征元件有无;
②螺钉高度检测(部分螺钉低于功率板平面,未覆盖);
③压条高度。
检测方案:
高速CCD拍照,多CCD同步标定检测,大面积产品全区域检测。
优势特点:
①多特征,多材质,兼容覆盖;
②图像自动算法匹配,实现高通用,快速编程;
③0漏检,品质数据化。
此设备为工站式设备,可直接插入产线,对接上下端设备。

制程环节:
电控成品下线前组装段检测。
工序难点:
结构特征多,检测区域多,螺丝数量多且需要做扭力测试,人工实现难度大,漏检高。
检测内容:
①零件漏装;②螺钉漏打、漏划漆标;
③箱体外观磕碰掉漆;
④铭牌条码漏贴、破损、内容错误,装贴位置偏差。
检测方案:
力矩测量+CCD图像测量结合,完美实现特征检测和扭矩检测功能。
优势特点:
多面检测机构柔性布局,高效通用,数据可视,检测功能全覆盖。

此设备是工站式设备,可以直接插入线体,对接上下游设备,适用于旧线体改造,线体新增检测点或更换检测设备,进行在线实时检测。

工艺环节:
嵌入套膜段,检测套膜前后电池外观缺陷;电芯成品出货前最后的外观缺陷检测。
检测内容:
正负极端面、侧壁周身外观缺陷检测、条码识别和缺陷判断等,具体包括漏液、变形、凹点、暗纹氧化、表面脏污、划痕、生锈、翘垫片、包边检测、边缘起皱、条码歪斜、条码破损、焊点检测、折皱、异物凸点等。
检测方案:
多机位CCD+线阵分时频闪技术+三位一体AI算+慧视质检分析平台。
优势特点:
①工站式设备体积小,适用空间更灵活,成本低,易对接,即插即用,部署效率;
②高通用性,兼容不同尺寸电池,适应企业产品规格多与需求变化的情况;
③光学配置丰富,多组线扫相机+多分频采集技术,保障检测效率与准确率;
④品质可视化,可实现数据追溯、数据分析以及反馈持续改善工艺等。
此设备是一体式设备,可以集成多道工序,实现检测、包装的一体化,设备可以独立运行,适合产品部件或成品的离线检测等。

工艺环节:
电芯成品入库前、出货前的检测与包装等工序。
检测内容:
正负极端面、侧壁周身外观缺陷检测、条码识别和缺陷判断,具体包括漏液、金属丝、短路点、生锈、凹陷、脏污、油污、划痕、垫片缺失/破损、多垫片、垫片压痕、垫片同心度、膜破损、膜压印、膜包裹不均、起翘、套膜与电池贴合、圈状凹陷、焊点不良、焊点焊穿、焊点发黄、焊点脱镍、凸起、鼓胀、焊点炸火、底部炸火、暗纹、擦伤、膜内异物、墨点、竖纹、滚槽压印、喷码模糊、喷码扭曲、字符缺失、喷码偏位、喷码重叠等。
检测方案:
多机位CCD+线阵/面阵分时频闪技术+三位一体AI算+慧视质检分析平台。
优势特点:
①柔性化、模块化设计,部署高效,灵活性强,降低换型成本;
②高通用性,兼容不同尺寸电池,兼容多形态来料方式自动上料;
③分时频闪技术快速抓拍,AI算法加快图像处理,保障检测效率;
④多角度全方位图像采集,保障几十种外观缺陷内容无一被遗漏;
⑤支持选配质量数据管理软件,实现全过程的质量数据管理。
智能车间由物流线系统、检测与分选系统、包装&码垛系统、慧视质检分析平台等组成,集成更多工艺环节,自动化、智能化的程度更高,适合对整厂或整车间智慧生产有需求的企业。
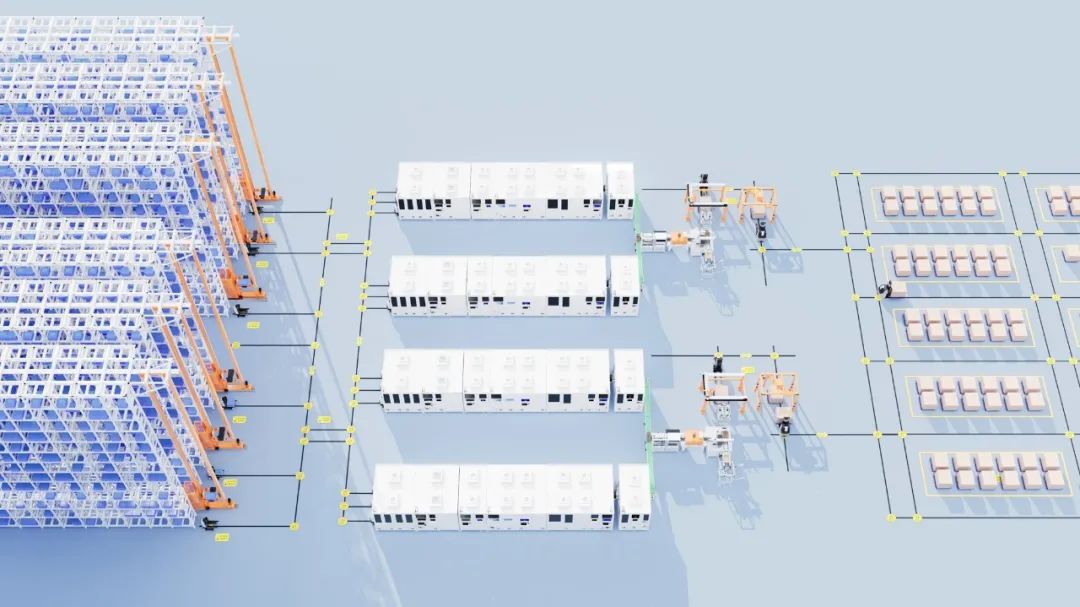
工艺环节:
电芯成品出货前的清洁、检测、包装、码垛等工序。
检测内容:
变形、漏液、划痕/伤、金属表面脏污、暗纹氧化、凹坑、凹点、凸点、翘垫片、漏垫片、正极垫片有无、包边褶皱、包边过短、边缘起皱、破皮、生锈、条码歪斜、条码破损、条码黑线、条码脏污、褶皱、跌落、鼓包、膜热缩不良、辊槽不良、垫片针孔、短路点、炸火、膜尺寸、膜破皮、膜凸起、膜翘边、膜脏污、膜磕伤、掉镀层、月牙印凹陷、圈状凹陷等。
检测方案:
多机位CCD+线阵/面阵分时频闪技术+三位一体AI算+慧视质检分析平台。
优势特点:
①自动化、智能化、柔性化、可视化程度高,全过程无接触式工作,安全、高效,极大降低人力成本;
②高通用性,一机多检,兼容不同尺寸电池,兼容多形态来料方式自动上料;
③高精度光学检测,运用分时频闪技术快速抓拍,多角度全方位图像采集,AI算法加快图像处理,既保障检测效率与准确率,又保障缺陷内容不被遗漏;
④慧视质检分析平台包括数据收集、数据分析、数据溯源、智能预警等功能,助力企业对生产过程进行有效控制,实现可预防、可预测、可持续改善的生产。
