
Technical Articles
机器视觉在尺寸测量中的应用
尺寸测量无论是在产品的生产过程中,还是产品生产完成后的质量检验中都是必不可少的步骤,而机器视觉在 尺寸测量方面有其独特的优势。比如,这种非接触测量方法既可以避免对被测对象的损坏又适合被测对象不可接触的情况,如高温、高压、流体、环境危险等场合; 同时机器视觉系统可以同时对多个尺寸一起测量,实现了测量工作的快速完成,适于在线测量;而对于微小尺寸的测量又是机器视觉系统的长处,它可以利用高倍镜 头放大被测对象,使得测量精度达到微米以上。
一、微小尺寸的精密测量
利用机器视觉系统通过安装高倍FA镜头或显微镜头可以对微小尺寸进行精密测量,从微小的生物细胞直径、数量,到细小的装配缝隙大小,再到较小的机械零件、电子产品的尺寸测量等各个领域都是机器视觉系统的用武之地。
下面以汽轮机活塞装配间隙尺寸测量为例说明说明机器视觉在该领域的应用。
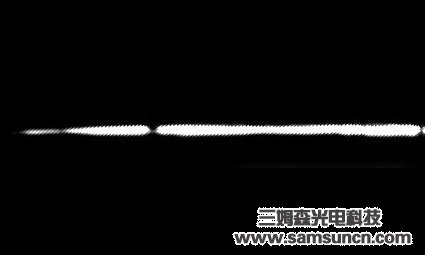
严格讲该活塞装配后,背面打强光后前面不允许看到亮光。有亮光则为B级产品,根据亮光的大小再分C、D级,亮光到一定大小则为废品。
在机器视觉应用之前,该产品的检验一直通过人工观察的方法,不但速度慢而且无法实现定量检验。随着国际化的接轨,该产品的人工检验方法已经不被人可,取而代之的是机器视觉检验方法。既提高了生产效率又实现了定量分级,被国际认可。
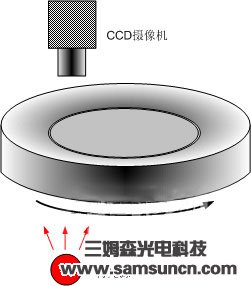
该系统示意图如下:摄像机与背光源位置相对固定,工件旋转一周完成检测。该工件直径为250mm,图像采集部分采用分辨率为 1394×1040pixel的百万象素CCD摄像机,如果一次摄像视野为5mm,则系统分辨率为3.5um,采用亚象素技术后实际分辨率可达1um以 上。如果每秒摄像次数为30帧图像,则5秒钟可以检测一个工件。
实际摄取的缝隙图像如下:
二、大尺寸的测量
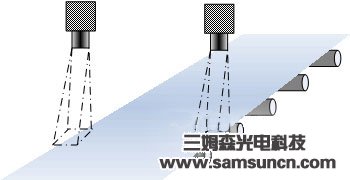
对于较大尺寸的测量需要至少两个以上的摄像机来完成,下面就带钢轧制过程中对带钢宽度进行在线测量的机器视觉系统做一介绍。
带钢轧制过程中需要对板宽进行实时检测后反馈给轧机,这是机器视觉较为典型的大尺寸测量实例。该系统设计为采用两个摄像机,由于将两个摄像机位置相对固定后分别检测板两侧边缘在视野中的位置,则可以计算出板宽的尺寸,检测精度可以达到十几个微米。见下示意图: