

Technical Articles
设备装配以“图”为鉴,有图有真相
过滤设备的装配应用图像检验系统可使生产流程更加可靠
在过滤系统的生产装配过程中,精确性是十分重要的。这种精确性包括了零部件焊接的精确性、过滤膜焊接位置的正确性等等。而视觉检验系统的应用,将可以在生产装配过程中应用图像处理技术,保障可靠性与精确性。
在一条新自动化装配线上,即将完成的是Millipore公司的离心超滤管部件和成套超滤设备的装配。过滤系统的各个零部件由装配线的零件运送机构在各个不同工位之间“迎来送往”,直到最终装配完毕。在装配线的不同工位处,储备着过滤装置的种种零部件,从装配线开始处的过滤器体直到装配线尾部的螺纹盖,一应俱全。在装配线的一些工位中,安装使用了Gefasoft公司的Cognex视觉检验系统,以便把透明的塑料零部件按准确的方位精确地放置到塑料焊接工装中,以便在过滤装置支架印制好后对印刷图形进行检验。
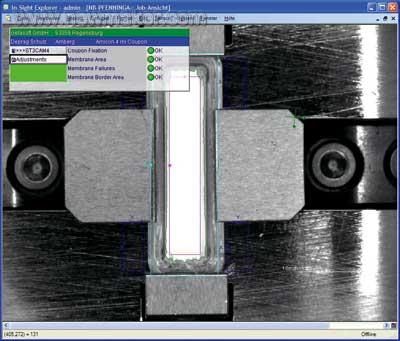
借助于可视化的图像检测系统,能够准确地识别出塑料件中Coupon滤膜的焊接质量是否合格,明确地标出有焊接缺陷的部位。
这条生产线上总共应用了5套In-Sight 5100型带有以太网接口的光学检验设备,在3个不同的检验工位上对过滤装置装配的正确性进行检验。另外,In-Sight-Explorer浏览器,一种使用方便、舒适、性能强大的可视化开发环境,也充分地发挥了其优势。利用这一开发环境,能够对整个In-Sight系列的可视化系统进行开发,并且将其融入到生产过程之中。
在这一开发环境中,编制程序也变得非常简单,即使没有受过专门训练的人员也能够使用这一图形处理系统编写程序。通过简单的参数设置,即可快捷方便地实现对运行生产流程的匹配、完成新产品认证的检验程序编制。这在设备调试和产品变型的匹配工作中具有非常重要的意义。
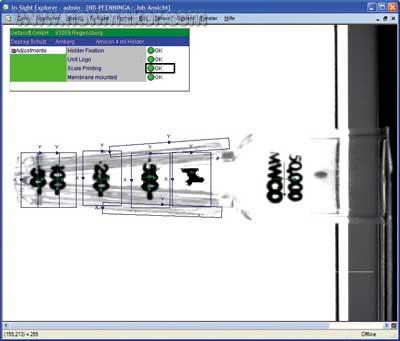
图1 In-Sight图像检测系统对过滤器体支架以及支架上的印刷标识进行检测。其检测内容包括:不同的刻线尺寸、数量数字以及它们的印刷正确性。
准确的图像检测
在装配线的第一个检验工位处,两套完全自主供电的图像处理系统对来自上料工位的超滤器体在塑料焊接工位中的位置、方向是否正确进行检验。由于超滤器体的对称性,因此无需对超滤器体进行机械预选。两套智能化的检测设备呈90°布置,距被测零部件表面约140mm。检测软件对输送到位的零部件方向和旋转的角度位置是否正确进行检验,每30μs摄取一幅检测图像。若被测零部件的检测图像被评判为合格,则向控制系统发出一个合格信号,允许继续装配;否则就会把不合格的零部件重新回送的上料斗中。在零部件放置的四种不同可能性中,放置合格所占的比例只有25%。尽管如此,摄像机很高的图像拍摄速度结合很高的供料速度仍然保证了装配线上有充足的过滤器体可供装配。另外,该设备还能够通过数字化的接口自动地完成零部件检验程序的转换。
在下一检验工位中,两套平行的检测系统对焊接夹具中塑料件与滤膜的焊接状况进行检测。这些自主供电的图像处理系统对塑料焊接件的不同质量指标进行检测。其中,各焊接件之间的距离和各自的尺寸都以夹具为参考基准精确地检测计算出来。在检测图像中,焊接的滤膜呈白色,作为整体予以识别、确认出来;并对其膨胀量进行了准确的检测。In-Sight系统能够根据完整的环绕灰色线条判断塑料壳体中Coupon滤膜的焊接质量。滤膜上的污垢或者空洞能够在灯光照明下显示得一清二楚。
另外一套图像检验系统是对最后的过滤器体支架以及支架上的印刷标识进行检测的。其检测的内容包括:不同的刻线尺寸、数量数字以及它们的印刷正确性。这一工位的图像检验系统与被测零部件的距离为240mm,并与零件被测表面垂直。该系统具有自动寻找目标的功能,能够识别出被测零件并在图像中确定其位置。它还能精确地检测刻度与过滤器体之间的相对尺寸,能够对各条刻度线的数字标记正确性进行检测。同时,它也对过滤器类型的标记、文字标识的正确性进行检测。
小结
在文字标识的检验过程中,要用到当前零部件的标识文字、标识样板。最后,这一检测系统利用频率图来表示滤膜的焊接位置正确性如何。若频率图表示的结果不够理想,则In-Sight系统对焊缝处白色背景进行调整。检测的灰色线条可在白色(255)至黑色(0)之间进行调节。若检测的结果小于规定的界限值(通常为120)时,则被评判为合格件。(end)
